Процесс вакуумной пайки
Процесс вакуумной пайки
Подготовка деталей к пайке в вакууме в основном такая же, как и для пайки в защитной атмосфере. Детали обезжиривают или очищают механически. Припой укладывается в месте спая в виде проволоки, пасты или фольги. При необходимости собранная конструкция закрепляется в приспособлении и затем загружается в вакуумную камеру.
Воздух из камеры перед нагревом откачивается для предотвращения окисления конструкции, подлежащей пайке.
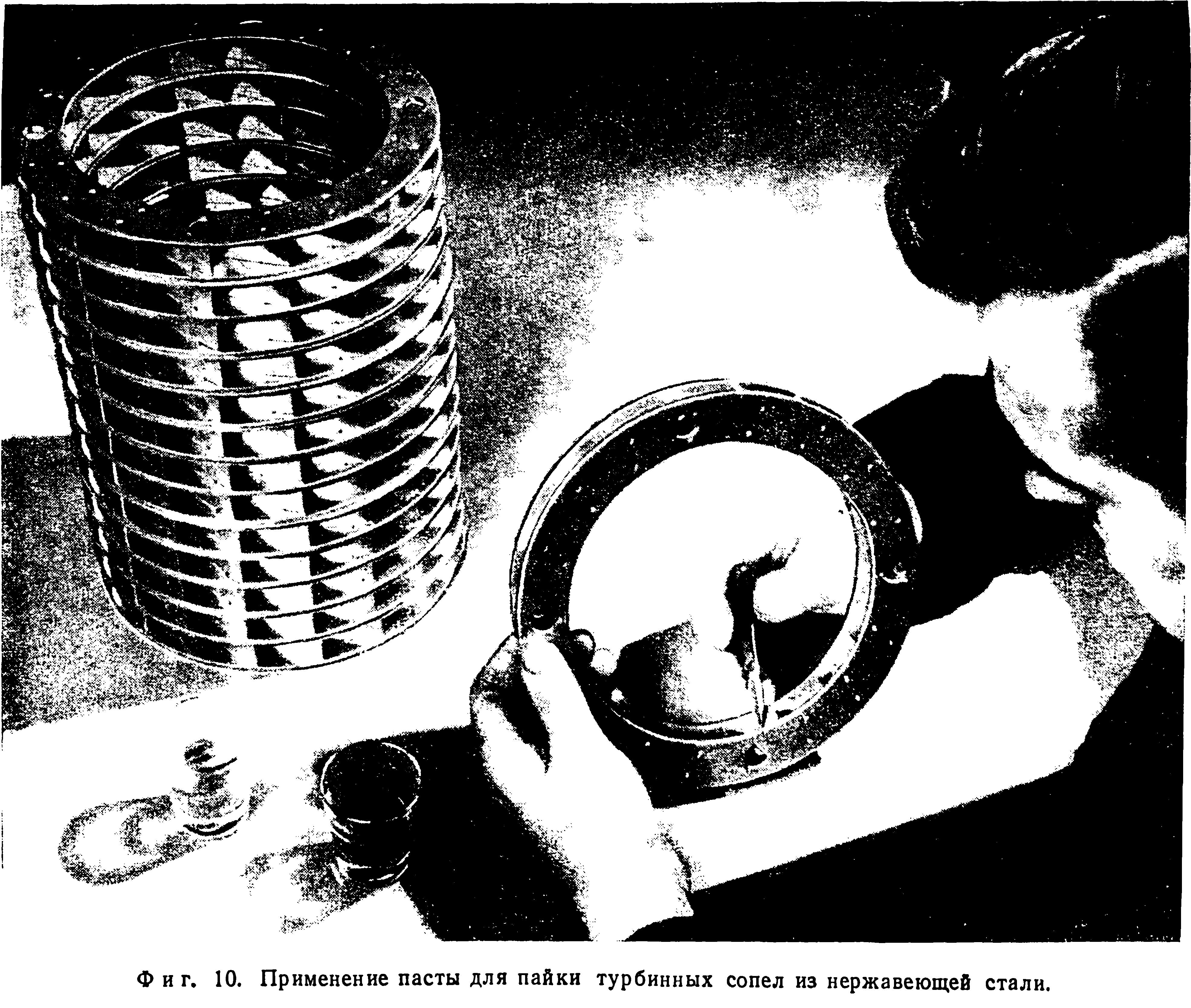
На фиг. 10 показано применение пасты для пайки сопел турбины. В этом случае используют припой на никелевой основе, так как максимальная температура, при которой работают сопла, составляет около 650°. Пасту изготовляют из порошка крупностью 200 меш. Порошок смешивается с акриловой смолой.
Набор сопел закрепляется в кольцах. Во избежание припаивания деталей к кольцам последние покрываются окислами, обладающими низкой упругостью пара и незначительной упругостью диссоциации. Часто в качестве покрытия используют окись алюминия, смешанную с лаком.
Эти сопла изготовлены из нержавеющей стали 302 и спаяны припоем марки AMS 4775. Для качественной пайки и получения спая высокой прочности достаточно поддерживать в камере давление в 10 мк рт. ст. и температуру 1100°. Продолжительность пайки в вакууме — откачка, нагревание и охлаждение до 150° — составляет около 6 час. На фиг. И виден процесс опускания сопел в камеру для пайки.
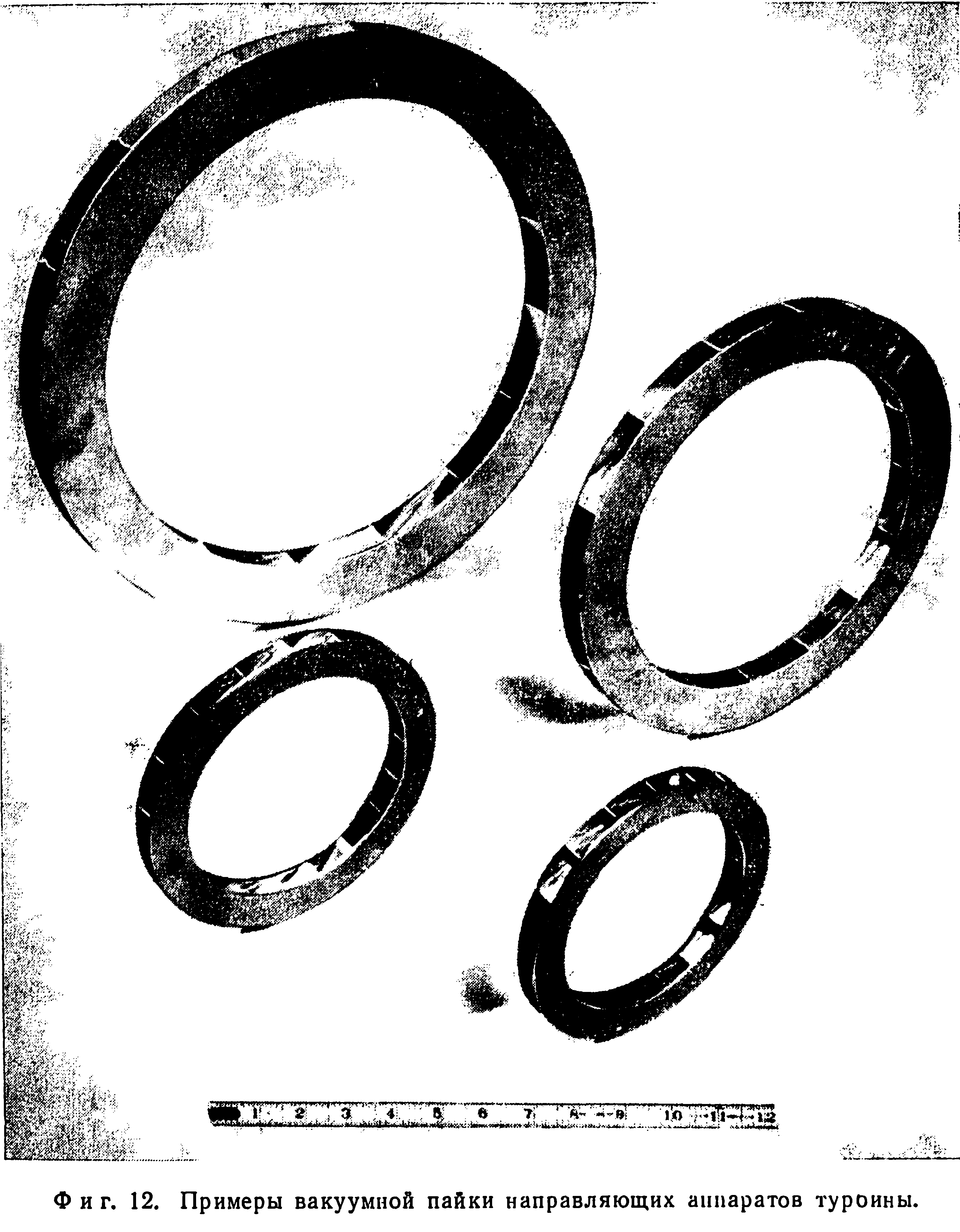
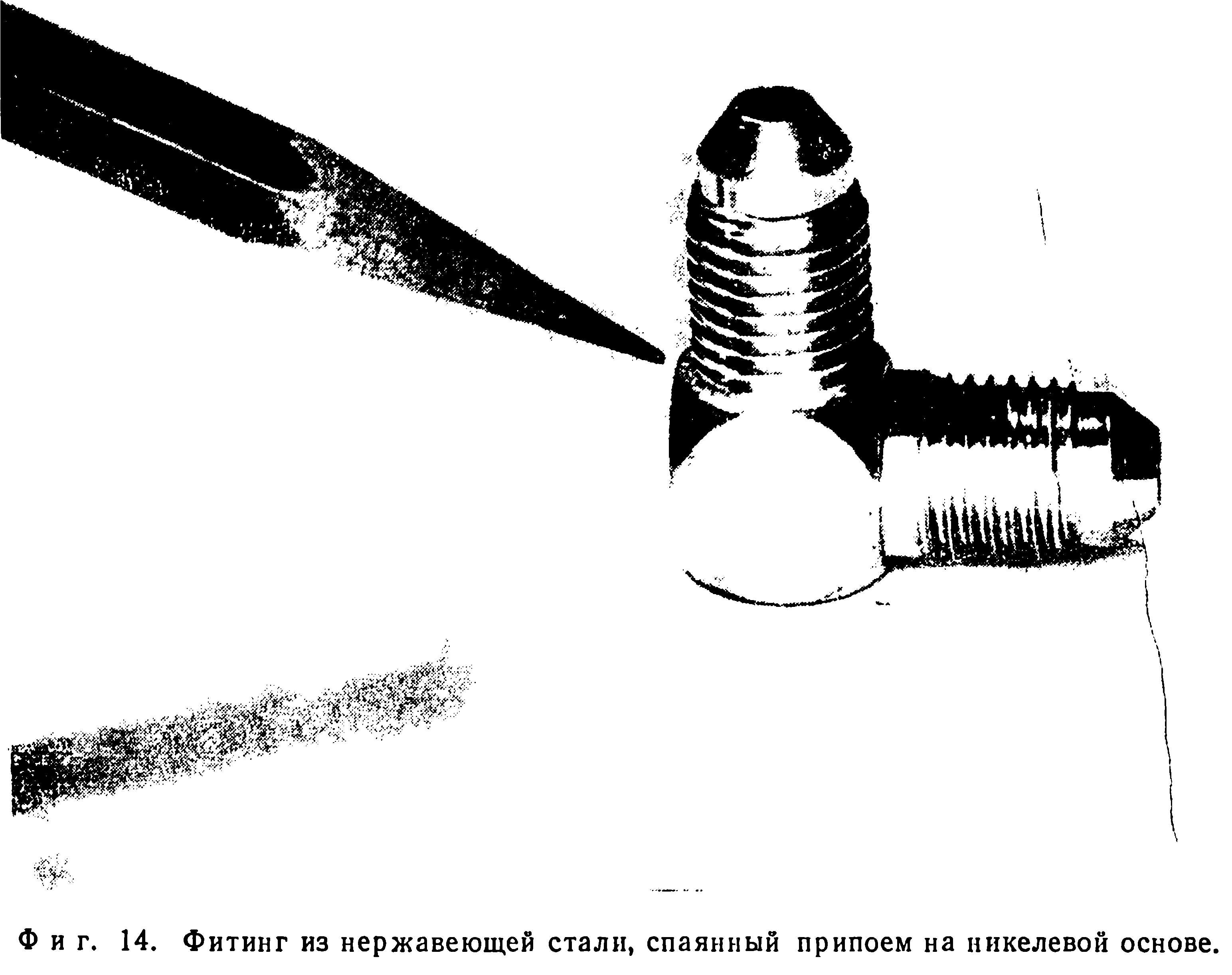
На фиг. 12—15 показано применение вакуумной пайки различных деталей. Некоторые припои имеют тенденцию растворять спаиваемые материалы, поэтому для соединения тонких сечений они должны применяться в умеренном количестве. Избыток припоя вызывает разъедание и ослабление места спая. Однако недостаточное количество припоя при проведении процесса в атмосфере водорода не обеспечивает необходимой его текучести. В вакууме текучесть повышается, расход припоя уменьшается и обеспечивается надежное соединение.
Операция пайки в вакууме аналогична процессу пропитки порошковых металлических соединений. Брикеты из титанового порошка, пропитанные серебром, отличаются высокой прочностью и пластичностью при относительно низкой плотности.
Пропитанные припоями соединения (композиции), изготовленные из металлокерамики, являются весьма перспективными материалами для изготовления режущих инструментов и жаропрочных деталей.