

Испарение и конденсация как механизмы спекания
Испарение и конденсация как механизмы спекания
Интересно сравнить спекание в вакууме и других атмосферах, особенно металлов с высокой упругостью пара, например бериллия. Большую часть используемого в настоящее время бериллия изготовляют горячим прессованием бериллиевого порошка. Полученный таким способом металл характеризуется высокой плотностью и почти полным отсутствием пластичности. При холодном прессовании бериллиевого порошка и последующем спекании в нейтральной атмосфере нельзя получить плотный материал даже при высоких давлениях прессования и спекания при температуре, приближающейся к температуре плавления материала.
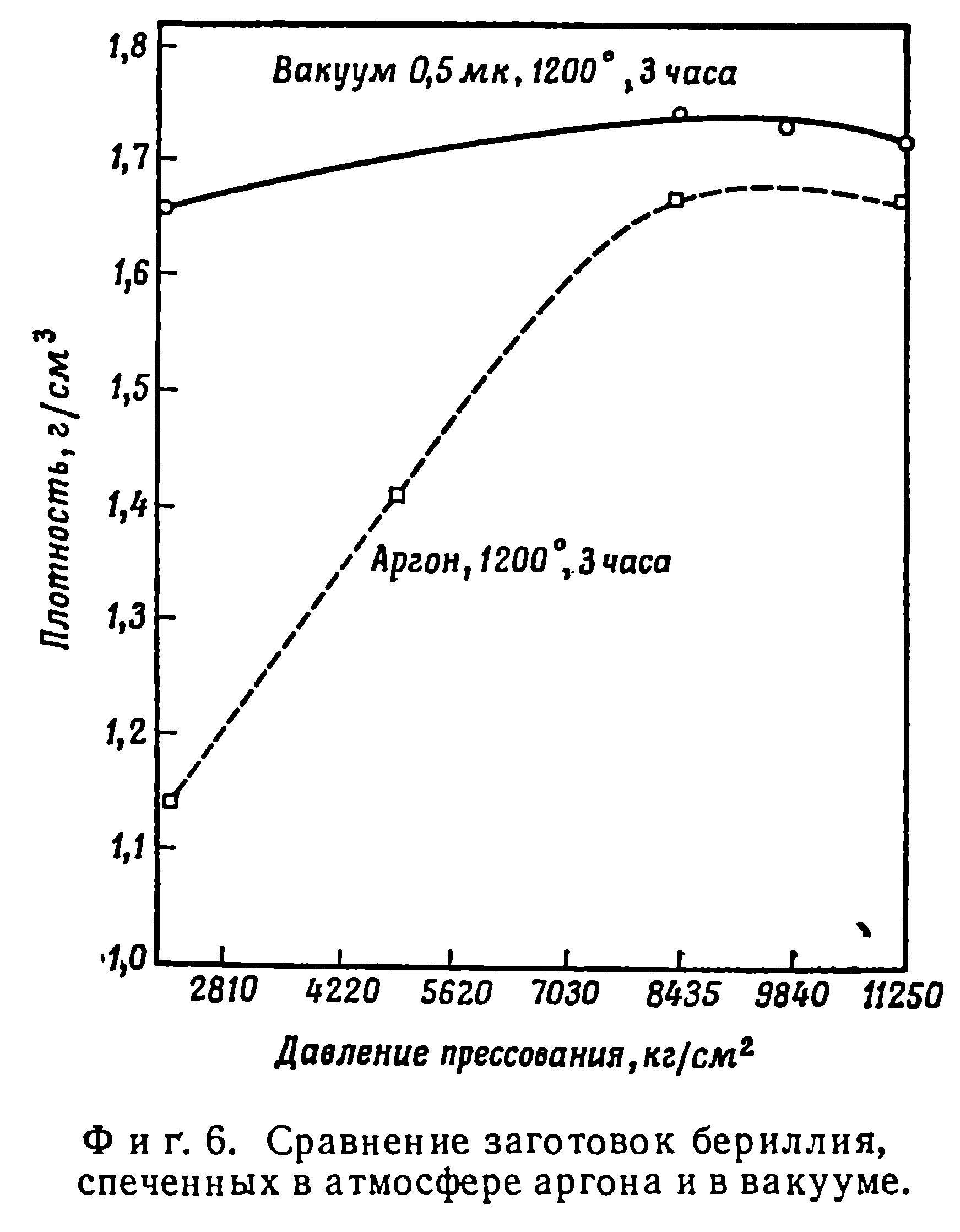
Опыты [6], выполненные несколько лет назад, показали, что условия применения защитных атмосфер, при которых осуществляется спекание бериллия, имеют большое значение и оказывают сильное влияние на процесс спекания. На фиг. 6 представлена зависимость плотности бериллия от давления прессования при спекании в вакууме и в аргоне. Спекание в вакууме обеспечивает получение более плотного материала чем спекание в аргоне; это влияние особенно проявляется при спекании заготовок, полученных при низких давлениях прессования. Причина этого, вероятно, заключается в следующем: тогда как спекание, т. е. связывание частичек металлического порошка и уплотнение заготовки, обычно определяются поверхностной и объемной диффузией, при спекании бериллия, кроме упомянутых выше факторов, имеет место дополнительный механизм — испарение и конденсация. Однако этот механизм будет эффективен только при спекании бериллия в вакууме. Чем ниже давление прессования, тем выше пористость заготовок, тем больше открытая поверхность частиц порошка бериллия и в соответствии с этим больше материала будет испаряться с поверхности и снова конденсироваться вокруг точек контакта между частицами. Эти процессы испарения и конденсации малоэффективны, когда спекание имеет место при атмосферном давлении в атмосфере такого инертного газа, как аргон.
Конденсация паров бериллия вокруг точек контакта расширяет область контакта между частицами порошка бериллия без повышения плотности, но так как осаждение паров увеличивает площадь контакта, электросопротивление заготовки, как показано на фиг. 7, снижается. Только наличием испарения и конденсации как механизма спекания можно объяснить резкое снижение электросопротивления при 600—700°. Этот дополнительный механизм также влияет на условия образования зародышей и рекристаллизации и, следовательно, на микроструктуру спеченного материала. Рост зерен бериллия в процессе спекания в аргоне показан на фиг. 8, а—и. Материал, спеченный в вакууме, характеризуется более мелким и однородным размером зерна. Креме того, и это наиболее интересно в порошковой металлургии бериллия, материал, спеченный в аргоне, крайне хрупок, в то время как после спекания в вакууме материал обладает некоторой пластичностью — он может быть прокатан в холодном состоянии с обжатием примерно до 10%, затем после отжига и охлаждения снова прокатан.

При холодной прокатке образуются характерные двойники, число которых с увеличением степени обжатия возрастает. Микроструктура холоднокатаного материала и исчезновение двойников после отжига показаны на фиг. 9, а—и [6].