Сплавы на основе железа
Сплавы на основе железа
Потребность в металлах и сплавах с улучшенными свойствами в настоящее время непрерывно возрастает. Для производства, например, подшипников, работающих в специальных условиях, требуется чрезвычайно чистая сталь. Одни авиаконструкторы изыскивают стали с хорошей пластичностью в поперечном направлении и вязкостью, а также пределами прочности от 180 до 210 кг/мм*. Другие интересуются сплавами с высокой ударной вязкостью, с лучшими сопротивлением коррозии и обрабатываемостью для некоторых применений, например для пружин авиационных клапанов, штампов, шестерен, частей оружия и т. д. Наиболее эффективным процессом, удовлетворяющим этим требованиям, в последние годы является вакуумная плавка.
При производстве сплавов на основе железа вакуумная плавка положительно решает следующие основные проблемы технологического процесса:
1) понижение содержания газов;
2) повышение чистоты;
3) получение структуры слитка, относительно свободной от сегрегации;
4) осуществление контроля состава в очень узких пределах;
5) получение сплавов, которые практически невозможно выплавить или прокатать после плавки обычными методами.
Вредное влияние газов и других включений, а также сегрегация в металлах и сплавах хорошо известны. Наибольшее значение в производстве сплавов на основе железа имеют водород, кислород и азот. Водород вызывает появление хрупкости и флокенов. Кислород повышает температуру перехода из хрупкого в пластичное состояние и образует различные типы включений в зависимости от способа раскисления. Азот неблагоприятно действует на старение, усталость и прочность. Такие свойства, как усталость и ударная вязкость, очень сильно зависят от наличия включений. Осевая сегрегация влияет на механические свойства металла.
Для некоторых сплавов, таких как эвар (Avar) и сильвак (Sealvac), состав должен контролироваться в очень узких пределах для достижения желаемых характеристик теплового расширения. В других случаях потеря активных легирующих элементов в процессе выплавки должна предотвращаться для сохранения постоянства- химического состава или повышения воспроизводимости необходимых свойств материала.
Одним из преимуществ выплавленных в вакууме сплавов является их хорошая обрабатываемость. Такие сплавы, как J-1300, альфенол, тер-менол и нержавеющая сталь с высоким содержанием бора, не поддаются механической обработке, если они выплавлены методами обычной технологии.
Сравнение результатов плавки
|
Наименование плавок |
Параметры плавки |
||
|
температура, |
давление |
продолжительность плавки |
|
|
Плавка на воздухе |
1370—1700 |
1 атм |
2—3 часа |
|
Дегазация в вакууме |
1370—1700 |
Плавка 1 атм Дегазация 0,5—10 мин. |
0,5—4 часа (для 40—150 т стали) |
|
Плавка в вакуумных индукционных печах |
1370—1700 |
1 —100 мк |
1—5 час. |
|
Электрод из стали |
1370—4705 |
5—500 жх: |
15—30 мин. |
Можно достичь решения в той или иной степени одной или нескольких перечисленных выше проблем при использовании следующих операций технологического процесса:
1) дегазация в вакууме;
2) вакуумная индукционная плавка;
3) вакуумный дуговой переплав (плавка с расходуемым электродом).
В табл. 1 дается сравнение результатов плавки металла в вакууме и на воздухе. Цель этой таблицы — показать преимущества материалов, выплавляемых в вакууме, по сравнению с материалом, выплавляемым на воздухе. Следует отметить, что отсутствие сегрегации в результате дугового переплава в вакууме нельзя приписать непосредственно применению вакуума — его следует отнести скорее к особенностям кристаллизации в вакуумной дуговой печи. Металлурги в течение долгого времени старались получить более чистую сталь, улучшить ее механические свойства, достичь воспроизводимых результатов и, тем самым, обеспечить непрерывный прогресс в этой отрасли промышленности. Многие процессы были усовершенствованы в прошлом, но ни один из них не давал той степени чистоты металла, которая обеспечивается выплавкой в вакууме. Это выражается увеличением сопротивления усталости, одинаковыми свойствами в продольном и поперечном направлениях, улучшением обрабатываемости и т. д.
Мур [1] сообщил о допустимом содержании газа в различных технических сплавах, выплавленных в вакууме. Эти данные приведены в табл. 2. О влиянии содержания газов уже упоминалось, но в дальнейшем этот вопрос будет рассмотрен подробнее. Степень важности каждого фактора пока еще является спорной, и прежде чем сделать окончательные выводы, по-видимому, потребуются серьезные исследования.
Свойства готового металла в вакууме и на воздухе
Таблица 1
|
способность к горячей обработке |
содержание газа, % 10-* |
чистота |
сегрегация |
% улучшения механических свойств |
|
Плохая или средняя |
Н2 — 4 — 20 О2 — 10—150 N2 — 30—500 |
Удовлетворительная |
Нормальная |
Неизменные |
|
Средняя или хорошая |
Н2— 1— 4 О, — 10— 60 N, — 40—120 |
Удовлетворительная или чистая |
Нормальная |
5— 50 |
|
Хорошая |
Н2< 1,0 О2 — 4—10 N2 — 3—50 |
Очень чистая |
Нормальная |
20—200 |
|
Хорошая |
Н2— 1— 2 О2 — 6— 30 N2 —40—100 |
Чистая |
Относительно свободная |
10—100 |
|
Очень хорошая |
ю о сч ° 1 1 — —< сч VI 1 rfoV |
Исключительно чистая |
30—300 |
Как упоминалось ранее, многие свойства сплавов на основе железа улучшаются в случае выплавки их в вакууме. Не вдаваясь в специфику решения этого вопроса в целом, рассмотрим каждое свойство сплава в отдельности.
Таблица 2
Среднее содержание газов в промышленных плавках
|
Сплав |
Емкость печи, кг |
Кислород, % |
Азот, % |
|
Ферровак |
100 |
1 0,0007 |
1 0,0005 |
|
52 100 |
315 |
0,0005 |
0,0003 |
|
1000 |
0,0002 |
0,0004 |
|
|
Ферровак хэлмо ….. |
315 |
0,0003 |
0,006 (по Кьельдалю) |
|
Ферровак инвар. |
315 |
0,0012 |
0,0001 |
|
Ферровак А-286 |
1000 |
0,0003 |
0,005 (по Кьельдалю) |
|
Ферровак 6150 |
1000 |
0,0003 |
0,0004 |
|
Нивак васпаллой |
315 |
0,0012 |
0,012 (по Кьельдалю) |
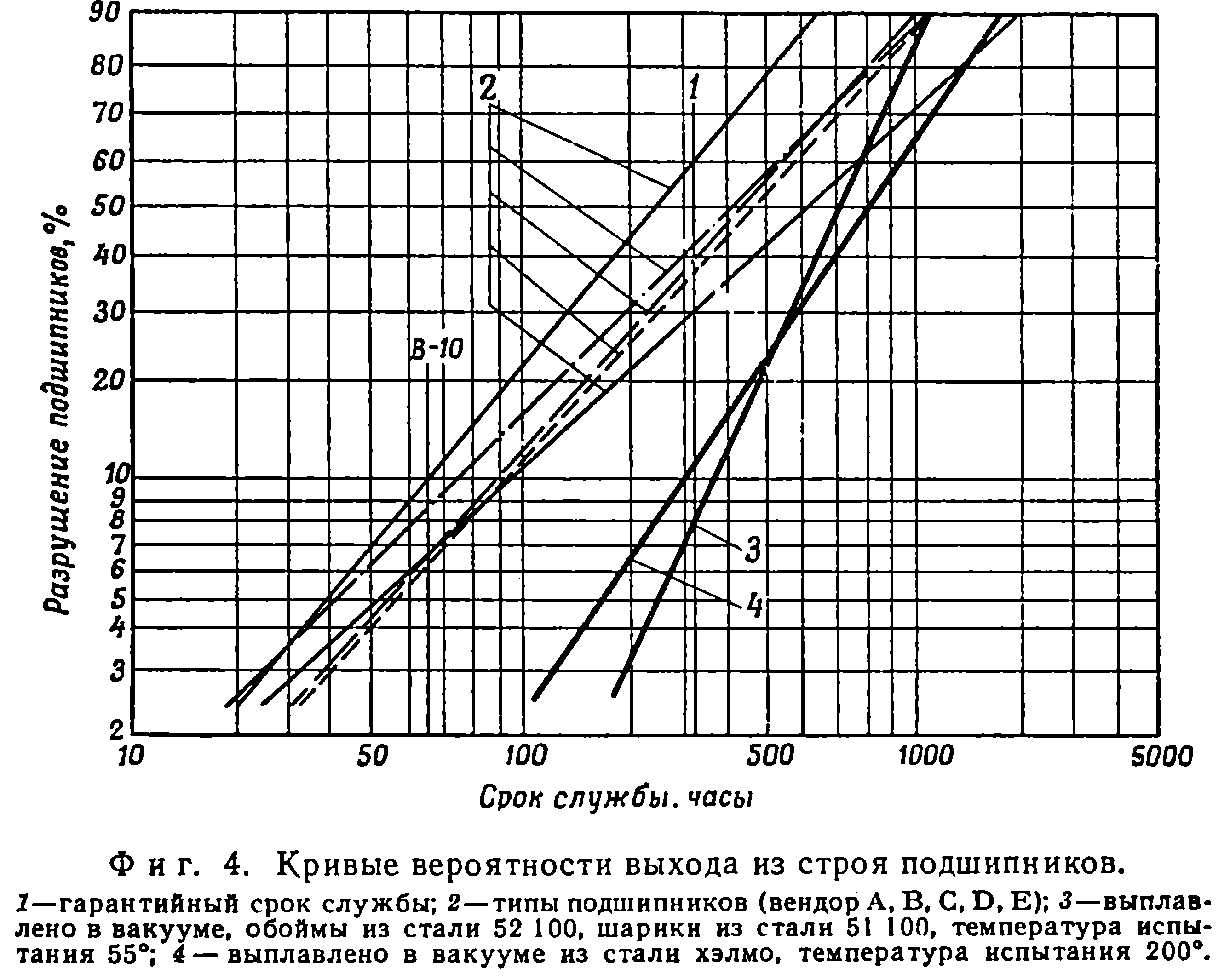
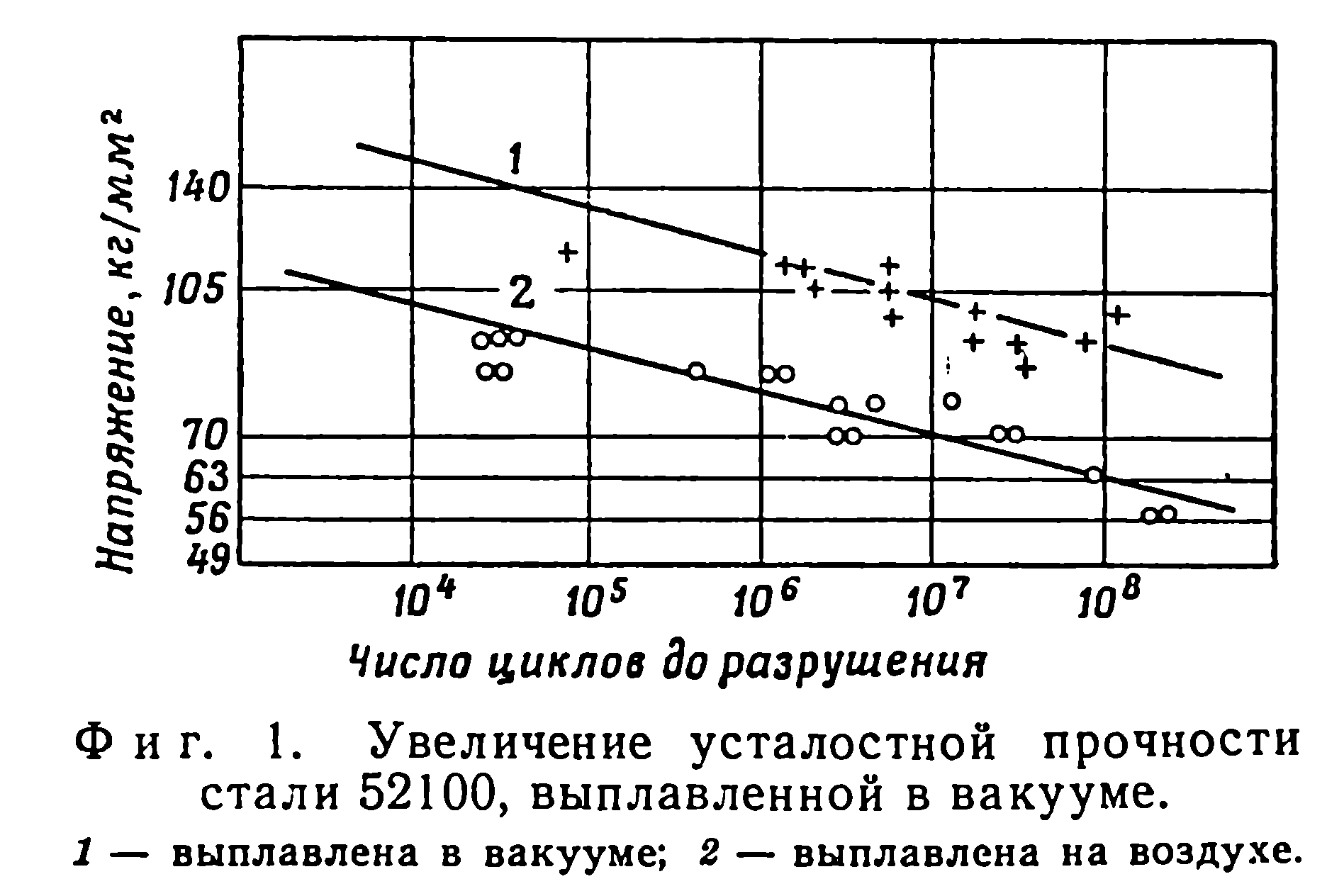
Усталость
Различные исследователи показали, что предел усталости данного сплава, выплавленного в вакууме и прошедшего термообработку для получения требуемого предела прочности, значительно выше, чем у сплава, выплавленного на воздухе. Мур [2] сообщил об увеличении усталостной прочности стали 52100 на 50%. На фиг. 1 эта зависимость графически представлена в виде кривых, построенных по данным испытаний на усталость при постоянном изгибе.
Исследование предела усталости стали 4340 при нагрузках 164 и 200 кг/мм2 [3] показывает улучшение приблизительно на 25% в продольном направлении для материала, выплавленного в вакууме.

Однако предел усталости в поперечном направлении только на 8% ниже, чем в продольном направлении. Эти данные показаны на фиг. 2 и 3. На фиг. 5 представлена зависимость предела усталости от предела прочности на растяжение длй стали 4340. Отсюда очевидно, что при любом пределе прочности предел усталости выплавленных в вакууме сплавов улучшается.