

Вакуумные индукционные печи периодического действия — конструкция печи
Вакуумные индукционные печи периодического действия — конструкция печи
В настоящее время для промышленной отливки деталей методом точного литья в вакууме получили распространение в основном два типа индукционных вакуумных печей — вакуумные индукционные печи периодического действия емкостью тигля 10—15 кг и вакуумные индукционные печи непрерывного действия емкостью тигля 50 кг.
Вакуумная индукционная печь периодического действия рассчитана на выплавку в вакууме 8—10 кг металла и заливку одной формы. Она состоит из следующих основных узлов: вакуумной камеры с плавильной печью, механического привода поворота печи, холодильника, пылеулавливателя вакуумной системы, электрической силовой части и приборов для замера температуры давления.
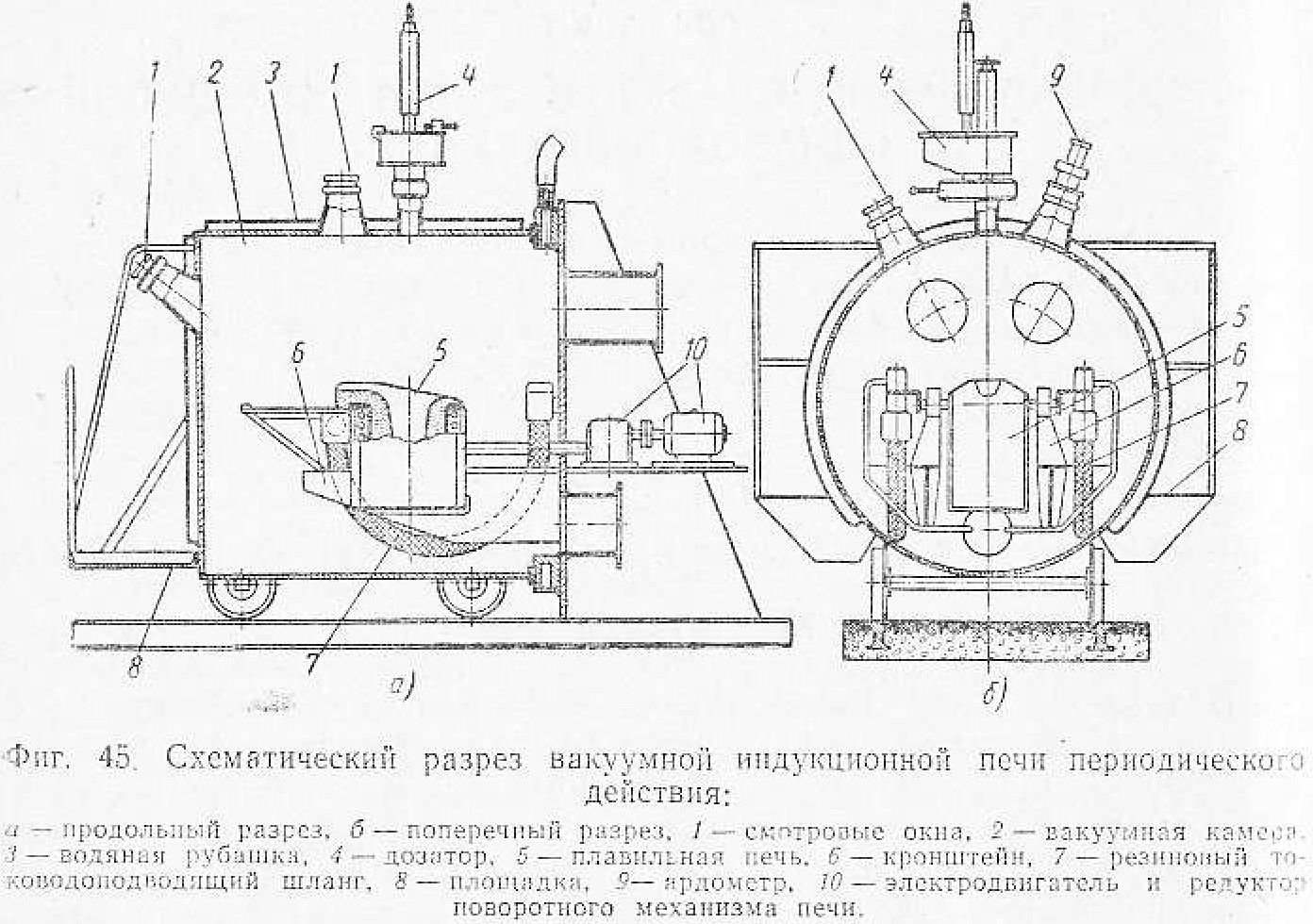
Вакуумная камера (фиг. 45) представляет собой горизонтальный цилиндр, откатывающийся на колесах. Одна из торцовых стенок камеры неподвижная. К пей крепится кронштейн для установки индуктора с тиглем. Через неподвижную стенку вакуумной камеры проложен электроввод и ввод для поворота печи. Стенка имеет отверстия с патрубками, через которые производят откачку воздуха насосами. От неподвижной стенки камера может откатываться по рельсам, открывая таким образом доступ к печи (фиг. 46).
Вакуумная камера имеет водяное охлаждение. Снаружи на камере расположены дозатор для введения добавок в расплав, термопара погружения и ардометр для измерения температуры-сплава, смотровые окна, клапан для напуска воздуха, двигатель и редуктор поворотного механизма, а также площадка для плавильщика. Установка питается от машинного генератора типа МГП-52 мощностью 50 кет, частотой переменного тока 2500 гц; напряжение, подаваемое на индуктор, 375 в.
Механический привод для поворота печи расположен вне вакуумной камеры и состоит из электродвигателя мощностью 1 квт. редуктора, электротормоза и ограничителя поворота.
Наклон печи для слива металла происходит в результате зацепления червячного вала, вращающегося от электромотора с червячной шестерней (сектором), жестко связанной с каркасом печи. Скорость поворота печи составляет примерно 7 сек.
В некоторых конструкциях вакуумных установок поворот печи происходит в результате подъема нижней се части через трос из нихромовой проволоки, наматываемый на барабан. Управляет поворотом плавильщик с площадки вакуумной камеры. Наиболее совершенный поворот печи осуществляется с помощью так называемого коаксиального ввода, когда ток для питания индуктор;, и вода для его охлаждения подаются через систему концентрически расположенных трубок, заключенных в один общий цилиндр, который одновременно является силовым элементом для поворота печи. Плавильная печь в этом случае подвешивается на консоли Такого рода поворотным устройством оборудована порционная вакуумная индукционная печь типа ИВПС-0.025 ПФ конструкции треста «Электропечь». Эта печь является наиболее совершенной печью периодического действия, оборудованной различными автоматическими устройствами, облегчающими проведение плавки. Печь выпускается емкостью 10 и 25 кг.
Подробное описание конструкции коаксиального ввода дано ниже, в главе VIII.
Водоподводящие шланги, провода к ардометру и к кнопочному управлению поворотом печи подводятся через установленную в стороне от камеры поворотную консоль. При передвижении камеры из одного крайнего положения в другое поворачивается и консоль.

Ток к печи подводится при помощи гибкого провода, проходящего в резиновом шланге, внутри которого протекает вода.
Конструкция плавильной печи изображена на фиг. 47. Печь представляет собой жесткий каркас, внутри которого укреплен индуктор. Для избежания нагрева каркаса печи отдельные его элементы изолированы друг от друга текстолитовыми прокладками. Индуктор укреплен внутри каркаса па четырех распорках из стеклотекстолита.
Для предотвращения появления электроразряда между витками индуктора на индуктор наносят изоляцию согласно инструкции треста «Электропечь»; изоляция должна состоять из нескольких слоев лака ВЛ-7, обмотки стеклотканью, пропитанной кремннй-органическим лаком, обмазки кре.мпийоргаиическим лаком К-48, обмотки резиностеклотканью. На внутреннюю поверхность индуктора поверх всей изоляции наносится обмазка из маршалита с лаком ВЛ-7.
Кроме рекомендованной изоляции, применяются и другие составы изоляций; так, например, успешно эксплуатируется индуктор с изоляцией состава: два слоя бакелитового лака, затем обмотка лакотканью, поверх нее стеклотканью и сверху все промазывается шеллачным раствором (раствор шеллака в спирте).
Более подробная технология нанесения изоляции на витки индуктора была изложена выше, в главе V.
Тигель изготовляется из плавленых огнеупорных материалов (окиси алюминия и окиси магния, смешанных в определенном процентном отношении) путем спекания и оплавления засыпанной вокруг графитового шаблона .массы пли же путем набивки по металлическому шаблону с последующим его выплавлением (см. главу V).

Плавильная печь снабжена площадкой, расположенной под углом 90° к вертикальной оси тигля. Площадка предназначена для установки форм под заливку. Формы крепятся на площадке специальной откидной траверсой. В кронштейнах площадки имеются продольные пазы, которые позволяют перемещать площадку вверх и вниз и закреплять ее в нужном положении с помощью болтов. Это сделано для того, чтобы можно было подгонять литниковую чащу различных по габариту форм под сливной носок тигля. Для заливки металла в форму плавильная печь вместе с укрепленной на площадке формой поворачивается с помощью приводного механизма па 90°.